


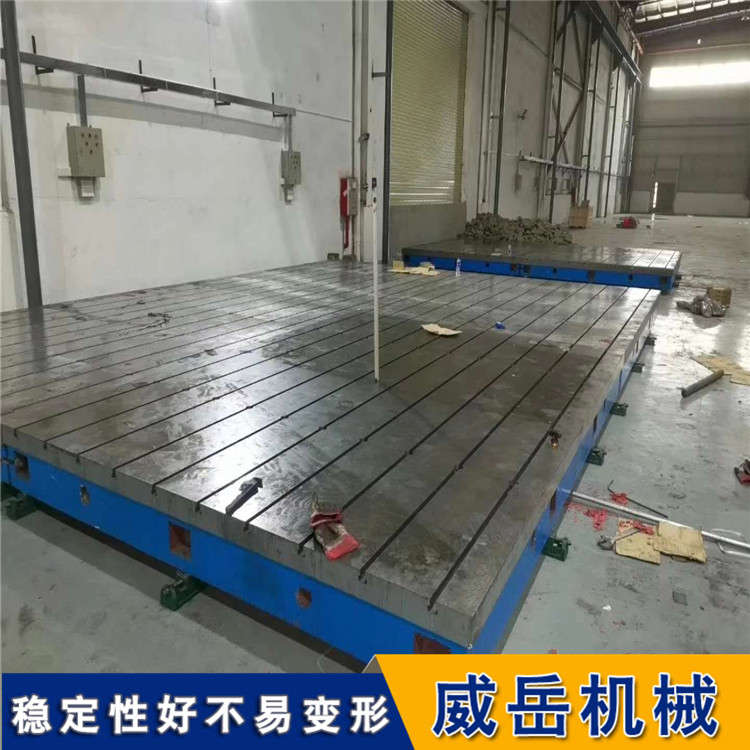

铸铁平板将箱体干口朝下,箱体底面朝上。分型面选择在箱体底面上,将整个箱体放于下箱,造型位置与浇注位置是一致的。优点是下芯方便,芯头在下面,砂芯稳定性好,便于检验壁厚。铸铁平板缺点是浇注位置不太理想,因为箱体底部的大平面在上面,因此当壁厚比较薄时,容易出现浇不到现象。此外,铸铁平板下箱高度较高,上箱高度较低。
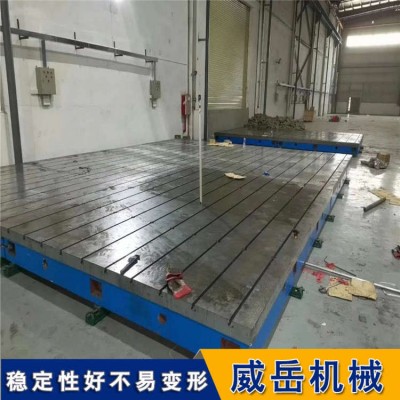
铸铁平板分型面取在下面开口处,将整个铸件置于上箱内。优点是下芯方便,缺点是下芯后不能检查壁厚,合箱也不方便。一般情况很少选择此方案。如果箱体高度比较高,形状比较复杂,在手工生产的条件下,与上述情况不同,箱体开口向上,铸铁平板分型面选择在箱体上面,将整个铸件放在下箱内,砂芯吊在上箱。优点是浇注位置符合要求,铸件质量容易得到保证。缺点是操作麻烦。这种方案一般在铸铁平板铸件质量要求较高、采用手工造型的情况下采用。当采用上述铸铁平板浇注位置和分型面的方案,而又不采取吊芯方法时,就须借助于芯撑将砂芯固定在下箱内。
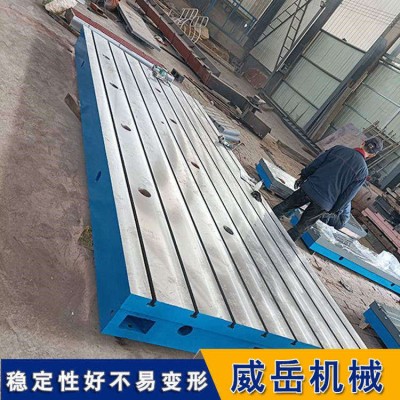
尽量降低铸铁平板铸型高度型面通常选在铸件的大截面上,应使砂箱不致过高。如果采用大型托架铸铁平板铸件的分型方案则下箱高度较大。高砂箱造型困难,填砂、紧实、起模、下芯都不方便。手工造型时,大型铸件一般选用多分型面,即采用多箱造型,以控制每节砂箱的高度,大型托架铸件分型面的选择
其不致过高。不仅降低了铸型高度,节约型砂,而且还能减轻劳动强度。
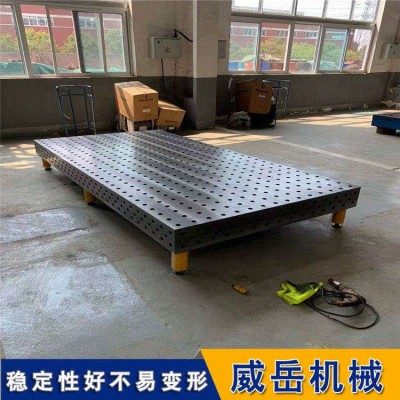
铸铁平台多触头高压微震造型机。高压造型机是20世纪60年代发展起来的,铸铁平板尺寸精度高、表面粗糙度值低,粘土砂造型机,它具有生产率高等优点,目前仍被广泛使用。铸铁平板高压造型机通常采用多触头压头,并与气动微震紧实相结合,故称为多触头高压微震造型机。其特点是型砂紧实度均匀。
无造型机工作原理造型室由造型框及正、反压板组成。正、反压板上有模样。封住造型室后,由上面射砂填砂,再由正、反压板两面加压,紧实成两面有型腔的型块(见图10-36a)。然后反压板退造型室并向上翻起让出型块通道。铸铁平板接着压实板将造好的型块从造型室推出且一直向前推,使其与前一块型块推合,同时还将整个型列向前推过一个型块厚度的距离)。随后压实板退回,反压板放下并封闭造型室,进人另一个造型循环。http://www.chinaweiyue.com/
从上述分析可知,铸铁平台这个方案虽然存在一定的缺点,但是有突出的优点,不论是铸铁平板手工造型还是机器造型此方案都是合适的。如果箱体高度较高,为了减小下箱高度,可以将分型面取在箱体高度方向的1/2或1/3处,这种造型方法的特点是:型块的两面都有型腔,铸铁平板铸型由两个型块间的型腔组成,分型面是垂直的;连续造出的型块互相推合,形成一个很长的型列;浇注系统设在垂直分型面上:用射压方法紧实的砂型,型块紧实度高而且均匀;由于型块之间相互推紧,因此在型列的中相当于一个铸型,生产率很高。
联系人威岳机械谢女士15350773479